三价铬钝化液的一般组成
三价铬钝化液主要由以下几部分组成:主盐(硫酸铬、硝酸铬或氯化铬),配位剂(柠檬酸、葡萄糖酸、丁二酸等有机酸),氧化剂(硝酸钠、硝酸钾等),辅助成膜物(氯化钴、硼酸等)。
三价铬钝化工序
镀锌层─出光─水洗─三价铬钝化─水洗─干燥─成品。
各工序对三价铬钝化的影响
1镀锌(1)一般钝化液都要求镀锌层的厚度不小于5μm,锌层太薄可能造成钝化过程中镀层被溶穿。(2)要求镀层表面不起雾,均匀光亮,无明显瑕疵。
2出光(1)对于不同镀锌层,出光所用的硝酸浓度应有所不同,一般要求其体积分数为0.5%~1.0%。
(2)出光时间一般维持2~5s,对于洁净、光亮度要求较高的产品可适当延长;但出光时间过长可能会造成钝化后镀层溶穿。
3钝化(1)钝化工作液的浓度控制范围较宽,蓝白钝一般在5%~15%(体积分数,以下同),彩钝7%~20%,军绿钝10%~20%,黑钝10%~25%。
(2)不同钝化体系的钝化时间要求不一样:一般蓝白钝时间要求最短在60s以内;彩钝、黑钝的钝化时间要求相对较长,为15~180s。钝化时间过长容易造成膜层颜色过深或镀层溶穿,过短则得不到需要的色彩。
4水洗钝化后的工件应保证水洗干净,无残留。水洗不干净的工件,其膜层上有溶液流痕,或表面残留了钝化液而影响钝化层的质量。
某些产品为了获得更好的质量,要求以热水烫洗。5干燥钝化后的工件要及时进行干燥,以免影响钝化层的质量。不同的产品有不同的干燥要求,其形式主要有热风、冷风吹干,或烘炉烘干等。
三价铬钝化液的维护
1三价铬钝化原液的补加
三价铬离子的质量浓度下降到4g/L时就无法满足钝化的需要,需要补充原液。对于钝化原液的补加,实际生产中偏重于依靠经验,而更科学的方法是根据三价铬离子含量的滴定分析来确定补加量。对于大型规整的工件,也可以根据钝化面积来确定补加。
2杂质离子的影响及排除
①Zn2+的影响及排除钝化工作液中的Zn2+含量达到2.5g/L以上会影响钝化的正常进行,造成膜层外观不良或影响钝化时间的控制。目前通用的处理方法是排掉部分溶液,另外新开等量的工作液。经常打捞工件也可以避免非钝化造成的Zn2+溶入,以避免频繁更换溶液,节约成本。
②Fe3+的影响及排除钝化液中Fe3+的浓度超过0.1g/L(容忍度较强的可达0.2g/L以上)会使钝化膜出现焦黄、发朦、起雾等。要消除Fe3+的影响,也可用排掉部分溶液而新开等量工作液的方法。
另外,在工艺允许范围内升高pH也可降低Fe3+的影响;操作时,尽量减少掉入槽中的工件量,且要勤打捞掉入的工件。加入相应的Fe3+抑制剂可以提高工作液容忍Fe3+的能力,如表3所示。表 3 BH-375 三价铬钝化液中 Fe3+质量浓度不同时, Fe3+抑制剂的加入对彩钝膜的影响
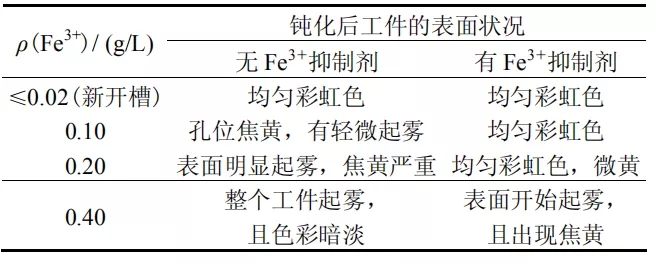
从表3可以看出,加入Fe3+抑制剂后的三价铬彩钝液对Fe3+的容忍极限从0.10g/L提高到0.40g/L,这对于工厂的实际应用来说很有意义,可以减少工作液的浪费,延长其使用周期,从而节约成本。
总结
以上仅是笔者结合本所产品的应用实际而总结出来的点滴经验,在生产应用中还发现了目前三价铬钝化普遍存在的一个问题:工件经钝化后放置一段时间(如3个月)后再检测,发现其中六价铬的含量超标。这种现象已不止在一两种钝化液的使用中出现过,而目前还没有一个很合理的解释。这将是科研人员需要共同努力来解决的又一难题。
(本文章来源于网络转载,想查询更多表面处理文章,您可以扫描下方二维码点击关注公众号:易镀,公众号内有更多详细的表面处理文章,欢迎您的订阅。)
易镀,十分专业的表面处理信息平台,金属表面处理/镁合金蚀刻剂/镁合金除油剂/镁合金漂白剂/镁合金转化膜/环保铝除灰剂/铝三价铬钝化剂/低磷化学镍/铝中磷化学镍/高磷化学镍/银光剂/银保护等。
表面处理难题可咨询:13600421922(程生)




Copyright © 2021 深圳市恒享表面处理技术有限公司 All Rights Reserved 备案号:粤ICP备09192382号 技术支持:易百讯 - 深圳网站建设
